产品优势与特点
超大电流中频逆变焊机控制器
中频逆变电阻焊机是目前国际上先进的阻焊产品,中频逆变电阻焊机控制电源是其核心控制部件,它是由三相交流电经整流电路成为脉动直流电,再经由功率开关器件组成的逆变电路变成中频方波接入变压器,降压后整流成脉动较小的直流电供给电极对工件进行焊接。逆变器通常采用电流反馈脉宽调制(PWM)获得稳定的恒电流输出。电阻焊已广泛应用于航空、航天、能源、电子、车辆及轻工等行业。与工频交流或整流电阻焊相比,中频逆变电阻焊具有更好的焊接质量且节能30%以上。


● 在焊机上的应用 超大电流中频逆变电阻焊机控制器外观图 ●
超大电流中频逆变焊机控制器
▸ 三相电源平衡输入,功率因数高,节能降耗,可以减少电源功率,减少基建电气投资。
▸ 对称的三相初级负载,不对电网产生污染,不需要补偿和滤波设备。
▸ 减少电极的热量,没有电流峰值和交互磁场,电极寿命可以增加50%左右。
▸ 更高的设备效率,MF变压器效率更高,没有次级电路的电抗损耗,可以节能30%左右。
▸ 逆变系统几乎不受供电系统影响,不受工件形状和工件材料的影响,调整精度和监控精度比AC高20倍;焊接工艺性良好,比交流系统有更为广泛的使用前景。
▸ 可以提高电流控制和测量精度,焊接时间精度为毫秒级,可以对焊 接时间进行任意控制,提高生产速度。
▸ 适合焊铝、铜、不锈钢等金属;可以取代储能焊、一般工频焊等。

中频焊接与工频焊接原理对比
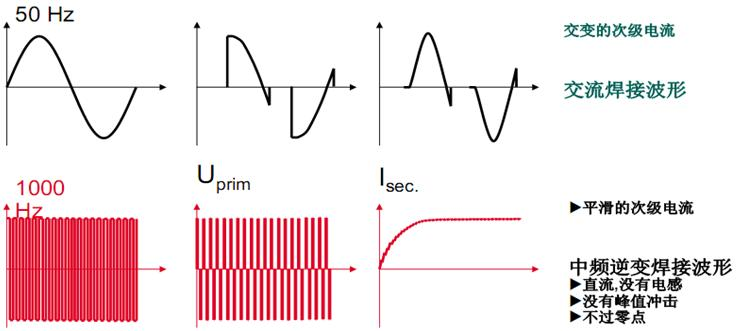
中频焊接与工频焊接曲线对比
产品独特技术优势与特点
▸ 大功率IGBT驱动与并联技术,最大输出电流可达2500A,可实现阻焊电流:0~10万安培(匝比50:1变压器)。
▸ 显示焊接电流波形。
▸ 除了简易规范输入,还可用图形方式输入规范,可实现任意阻焊电流波形。
▸ 三组独立的启焊信号及规范,即一台控制器可供三个工位同时使用。
▸ 规范循环:每次焊接所采用的规范按设定顺序自动改变,焊完循环中的最后一个规范后自动转到第一个规范,一个循环最多可设30个规范。
▸ 交流变频焊:可将中频整流变压器换成其他交流阻焊变压器,以满足不同阻焊工艺要求,变频范围:3Hz~10KHz。
▸ 显示焊机工作状态提示与帮助,丰富直观的图形界面操作功能:包括: 规范设置、参数设置、电流波形显示、焊机状态提示、焊接计数、节拍显示等;以及复位控制、手动调试等。
▸ 精确电流波形控制:除了能实现一般通用的焊接规范外,还能够实现一般通用焊接规范不能满足的焊接电流要求,即精确电流波形控制,可在最大允许电流范围内允许焊接电流随时间任意改变。精确电流波形控制可满足特殊的电阻焊工艺对焊点的不同焊接阶段焊接电流随时间改变的任意要求,这对提高阻焊工艺水平和阻焊质量有很大的帮助。
▸ 结构简单、高维护性:单板控制,整个控制器只有一块核心电路板,它集控制、驱动、电源于一体,简化了电路连接。维护时,只需更换此综合控制板就可消除绝大部分电气故障,而不存在判断哪块电路板发生故障的问题,也不存在需备用多块不同电路板的问题。
▸ 高可靠性:
(a)提高阻焊控制器的可靠性需要从根本上解决IGBT的损坏问题,本产品采取了独特于国内、外现有技术的IGBT控制与驱动方案,实现了大功率开关器件状态、故障及异常的实时监测、诊断、预警与安全控制,能确保IGBT始终安全可靠工作。
(b)单板控制不存在电路板间连接线的接触故障和电路板/连接线之间的信号干扰,从而提高了控制器的可靠性和焊接电流精度。
性能指标
▸ 输入电源:3φ 380V 50/60Hz
▸ 额定功率:400KVA
▸ 最大短路电流:120KA
▸ 负载持续率:10%以上
▸ 控制方式:精确电流波形控制
▸ 控制速度:0.1ms
▸ 焊接规范:128
▸ 故障诊断:监测、诊断、预警与安全控制
▸ 数字化程度:完全数字化
▸ 电流控制:PID+多参数模型补偿
目前,通过对各项重要性能指标的测试与比较,我们产品的主要性能指标已经达到甚至某些指标已经超过国际同类产品的水平。